
VISI Machining 3D
VISI Machining 3D vytváří inteligentní dráhy řezných nástrojů na nejsložitějších 3D obrobcích. Vysokorychlostní frézovací techniky a vestavěné algoritmy vyhlazování vytváří vysoce účinný NC program. Inteligentní dráhy nástroje snižují časy obrábění, zvyšují produktivitu a trvale vytváří vysoce kvalitní obrobky.
VISI může pracovat přímo se soubory a daty z Parasolid, IGES, CATIA v4 & v5, Pro-E, UG, STEP, Solid Works, Solid Edge, ACIS, DXF, DWG, STL a VDA. Široký rozsah překladačů umožňuje uživateli pracovat přímo s daty téměř všech CAD systémů. Schopnost systému přeskočit vadné záznamy v průběhu importu umožňuje načítat i značně poškozená data. Systém umí snadno zpracovávat i velmi velké soubory a firmy zpracovávající složité konstrukce s výhodou využívají této schopnosti VISI CAD systému. VISI umí pracovat přímo s hranovou, objemovou, plošnou geometrií a se síťovými daty (stl) anebo s kombinací všech čtyř a poskytuje uživateli nástroje pro práci s jakýmikoli CAD daty anebo umožňuje rychle přemodelovat díl pro obrábění, přitom s výhodou využívá skutečné hybridní plošné a objemové modelování.
Bohatý rozsah CAD rozhraní pro výkonné modelování.
VISI může pracovat přímo se soubory a daty z Parasolid, IGES, CATIA v4 & v5, Pro-E, UG, STEP, Solid Works, Solid Edge, ACIS, DXF, DWG, STL a VDA. Široký rozsah překladačů umožňuje uživateli pracovat přímo s daty téměř všech CAD systémů. Schopnost systému přeskočit vadné záznamy v průběhu importu umožňuje načítat i značně poškozená data. Systém umí snadno zpracovávat i velmi velké soubory a firmy zpracovávající složité konstrukce s výhodou využívají této schopnosti VISI CAD systému. VISI umí pracovat přímo s hranovou, objemovou, plošnou geometrií a se síťovými daty (stl) anebo s kombinací všech čtyř a poskytuje uživateli nástroje pro práci s jakýmikoli CAD daty anebo umožňuje rychle přemodelovat díl pro obrábění, přitom s výhodou využívá skutečné hybridní plošné a objemové modelování.
Intuitivní rozhraní.
Jednoduchá struktura operačního stromu usnadňuje uživateli řídit operace obrábění. Parametry obrábění, jako jsou hloubka třísky, krok frézy, rampovací úhel atd. se zadávají ve vysoce kvalitním grafickém prostředí. Nejčastěji používané parametry mouhou být uloženy jako výchozí nastavení, které technologovi umožní používat interní normu konzistentních metod obrábění. Kontextová nápověda provází technologa všemi možnostmi obrábění.
Komplexní knihovna nástrojů.
V uživatelem definovaném katalogu se ukládají parametry nástrojů, držáků, nástavců, adaptérů, dále hodnoty otáček, posuvů, optimální řezné hloubky, kroku nástroje, ofsetů jakož i vyložení nástroje zajišťující bezchybné obrábění. U dlouhých obrábění VISI umí sledovat životnost nástroje. Když systém rozpozná, že životnost nástroje dosáhla definované krajní meze, systém automaticky vyvolá výměnu identického nástroje a tak minimalizuje nebezpečí poškození obráběného dílu opotřebovanou anebo zlomenou frézou.
Kombinování hrubování.
Adaptivní vůle.
Adaptivní vůle dráhy nástroje umožňuje nástroji unikátním způsobem hrubovat obrobek, a to zdola nahoru. Základem této metody je první velký hloubkový krok frézy a to na celou povolenou tloušťku třísky frézy s malým stranovým krokem a poté se provedou polodokončovací třísky zdola nahoru. Tento postup se následně opakuje v dalších hloubkách, dokud není celý díl obroben. Fréza neodjíždí od obráběného povrchu a systém v případech, kdy to tvar obrobku vyžaduje, vytváří řezné dráhy trochoidálního typu. Tento typ řezné dráhy zajišťuje, že fréza nikdy nevstupuje do materiálu plným průměrem, takže fréza je konstantně zatížena. Opotřebení frézy je rovnoměrné po celém obrobku, střed namáhání frézy leží v její polovině, tím se redukují odchylky frézy a snižuje nebezpečí vibrací. Při adaptivním hrubování systém vytváří řezné dráhy zajišťující účinné a bezpečné obrábění za vynikajících řezných podmínek. Umožňuje používat větší řezné rychlosti. Ve srovnání s klasickou strategií se ušetří až 40% z celkového času obrábění.
ISO-Obrábění.
ISO-obrábění je založeno na jedné nebo více plochách a obrábí povrch přímo namísto vytváření triangulovaných síťí. Tato strategie je ideální pro obrábění skupin ploch, které tvoří poloměry jako kontaktní místo obráběcího stroje k plnému okraji geometrie. Všechny řezné dráhy jsou vypočítány s ohledem na vyloučení možných kolizí se sousedními plochami anebo s dalšími skupinami ploch.
Obrábění rovinných ploch.
3D ekvidistantní dokončování.
Řezné dráhy této strategie zajišťují konstantní drsnost povrchu obrobku bez ohledu na jeho tvar. Změnou dráhy řezného nástroje napříč povrchem obrobku, může jedna řezná dráha provést dokončovací obrábění celého obrobku, udržováním nástroje na povrchu, minimalizováním odjíždění nástroje od obráběného povrchu a odstraňováním duplicitní řezné dráhy. Přechod dráhy nástroje je plynule přizpůsoben tvaru obrobku, rázové namáhání nástroje je minimalizováno, což umožňuje obráběcímu stroji obrábět optimálním posuvem.
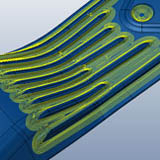
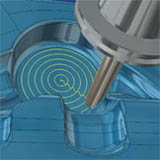
Spirálové / radiální dokončování.
Obě strategie jsou ideální pro dokončování obroků kruhového tvaru, protože jejich definice vychází z definování hranic vnitřní a vnější kružnice. Spirálová řezná dráha má pouze jeden počáteční a jeden koncový bod a mezi nimi se nástroj drží povrchu obrobku, vylučuje jakékoliv nadbytečné pohyby anebo ostré změny směru pohybu. Takto lze obrábět obrobek při vysoké rychlosti posuvu, protože se vylučuje zpomalení anebo zrychlení pohybu frézy vyvolané náhlými změnami směru jejího pohybu. Při radiální dráze nástroje lze zadat pouze nahoru, pouze dolů anebo cik cak obráběcí parametry, které poskytují úplnou kontrolu strategie.
Dokončování paralelních rovin.
Jednosměrné a klikaté dráhy nástroje lze nastavit v libovolném úhlu. Limity úhlů lze nastavit pro strmé a mělké části eliminujíc potřebu složitých geometrických hranic. Lze používat optimalizované příčné obrábění strmých oblastí v rámci stejné řezné dráhy. Systém vytvoří řeznou dráhu otočenou vůči původní dráze o 90 stupňů, obrábí se přitom pouze oblasti, kde je potřeba udržet konstantní drsnost celého komponentu. Strategie má též možnost hrubovacího módu, takže lze v jedné operaci lze hrubovat i dokončovat. Hladké přechody a tangenciální rozšíření může být použito k vytvoření lepší povrchové úpravy a plynulejšího chodu NC souboru na stroji.
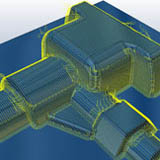
Konstantní Z / kombinované dokončování.
Pro obrobky se strmými stěnami poskytuje obrábění v Z třískách dobrou kvalitu povrchu. VISI nabízí při této strategii mnoho možností pro získání nejlepšího výkonu z dráhy nástroje. Při změně strmosti obráběné stěny umí VISI automaticky měnit výšku třísek. Hranová geometrie může být použita pro kontrolu výšky třísky a úhlové omezení k obrábění mělkých oblastí. Nastavení spirály umožňuje vytvořit jednu souvislou dráhu nástroje, která eliminuje zbytkové linky na obrobku a zlepšuje kvalitu povrchu. Kombinovaná konstantní Z dráha nástroje je k dispozici pro dokončování strmých a mělkých oblastí v jedné dráze nástroje. Tato strategie umožňuje strmé plochy obrobit metodou konstantní Z a mělké oblasti obrobit pomocí 3D ekvidistantní metody. Tato kombinovaná strategie pracuje jako jedno dokončovací obrábění.
Obrábění řídící křivkou a 3D křivkou.
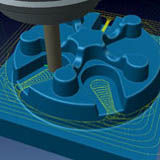
Zbytkové obrábění.
Malé tvarové části na modelu zpravidla vyžadují doobrobení menším nástrojem. Příkaz pro zbytkové obrábění spolehlivě vyhledá na modelu oblasti, ve kterých zůstal materiál po obrábění předchozí frézou, takže jej lze menší frézou přeobrobit. Tento postup lze opakovat tolikrát, kolikrát je potřebné, až do úplného obrobení detailů velmi malými frézami. Směr řezné dráhy lze volit z venku do středu, anebo ze středu ven. Kolem částí obrobku, které jsou blízko sebe, systém tvaruje řeznou dráhu tak, aby vytvořil plynulou a hladkou řeznou dráhu bez nepotřebných odjezdů, ostrých změn směru obrábění a bez výrazných změn zatížení nástroje, přitom se snaží udržovat pracovní posuv na co nejvyšší úrovni.
Krátká doba výpočtu.
Nové algoritmy umožňují výpočet řezných drah ve velmi krátkém čase i pro nejsložitější obrobky. Stroje pro rychlostní obrábění potřebují zpracovávat velmi velké množství dat, aby fungovaly efektivně. Tím, že čas výpočtu zkracujeme na minimum, zároveň snižujeme možnost neplánovaného zastavení stroje. Pro maximalizaci výkonu systému, Visi využívá víceprocesorové výpočetní technologie, takže se ve stejnou dobu provádí výpočet více úloh. Má možnost odložit výpočet řezných drah na mimo pracovní dobu, kdy se výpočet provádí bez dohledu operátora. Další urychlení umožňuje individuální zpracování operací postprocesorem, hrubování se zpracuje v postprocesoru, zatímco probíhá výpočet řezných drah dokončování.
Hybridní obrábění v konstantních Z hloubkách
Hybridní obrábění v konstantních Z hloubkách kombinuje výhody tradičního obrábění v konstantních Z a 2D operace obrábění kapes, které se aktivuje kdykoliv mělká oblast mezi následnými řeznými drahami umožní vložení drah dalších. Najednou je možné obrobit ve vysoké kvalitě jak strmé tak mělké oblasti. Tato operace vede k podstatným časovým úsporám.
Grafické editování a třídění dráhy nástroje.
Poté, co je vypočtena dráha nástroje, je možné snadno oříznout části dráhy nástroje a upravit rychlopohyby k optimalizování způsobů řezání, aby vyhovovaly jednotlivým komponentám. Sled operací lze snadno změnit pomocí metody drag & drop. Tyto metody editování operací dávají operátorovi volnost upravovat řezné dráhy podle jeho přání a upravovat dodatečně pořadí operací.
Hladké rozložení bodů.
VISI vytváří řezné dráhy s rovnoměrným rozložením souřadnic. Odešle-li do frézky hladký a účinný CNC program, tím omezí počet nepotřebných zrychlení a zpomalení pohybu frézy a tím se přibližuje co nejvíce naprogramovanému pracovnímu posuvu. Všechny řezné dráhy mají v rozích hladké průchody a možnost zadat obloukové obraty na konci řezných drah. Všechny tyto parametry napomáhají frézce pracovat rychleji, vyvarovat se náhlým změnám směru pohybu a eliminovat nerovnoměrnou zátěž frézy.
Plná ochrana proti kolizím.
Všechny 3D dráhy jsou plně chráněny proti kolizím nástroje se sousedními plochami. Při obrábění vnitřních rohů se do řezných drah automaticky přidávají malé vyhlazovací obloučky. Tyto obloučky zabraňují tomu, aby se nástroj v rohu zastavil a vytvořil na obráběném povrchu nežádoucí stopu, která se nedá při verifikaci dráhy objevit.
Kontrola kolizí držáku nástroje.
Kontrola nástroje a držáku proti modelu poskytuje varování o možném střetu, spolu s příslušnými informacemi o délce nástroje potřebné k dokončení práce. Systém provede na modelu pouze taková obrábění, která se zadanou bezpečností dovolí držák nástroje. Takovým způsobem lze obrábět hluboké dutiny v obrobku několika různě dlouhými nástroji (kratší nástroj-větší úběr materiálu).
Obrábění podle vzorů.
Pro zrychlení programování se používají vzory, které obsahují definice nástrojů, operací, posuvů, otáček, třísek atd.,a které se ukládají v systému, aby je bylo možné opětovně zavádět pro další použití při obrábění podobných obrobků. Pokud použije uživatel takový vzor na obrobení nového dílu, systém automaticky vypočítá novou sadu řezných drah na základě identických parametrů. Tím se podstatně zkrátí čas programování, vyloučí se možné chyby a používají se firemní normy posuvů, otáček, metod obrábění, které se u předcházejících prací osvědčily.
Konfigurovatelné postprocesory.
Optimalizace NC programu.
NC program lze optimalizovat z hlediska posuvů, tj. snížit hodnotu posuvu tam, kde fréza vstupuje do velkého objemu materiálu. To znamená, že můžeme zadávat při obrábění větší hodnoty pracovního posuvu a stroj bude pracovat rychleji a plynuleji. Tato funkce stále porovnává množství odebíraného materiálu s aktuálními mechanickými silami působícími na frézu. Výsledkem tohoto složitého objemového porovnávání je lepší řezná dráha, prodloužení životnosti frézy a bezpečnější používání frézky na horních limitech jejich aplikačních parametrů.
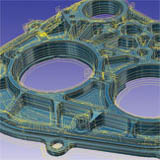
2D obrábění a rozpoznávání prvků.
Nástrojařské aplikace často obsahují komponenty vyžadující 2D obrábění. Díky provázanosti VISI programů lze obrábění jednotlivých desek střižných nástrojů anebo vstřikovacích forem provádět automatizovaně, s využitím rozpoznávání prvků. Prvky vrtaných děr a otvorů jsou automaticky vybrány s korektními vrtacími cykly a operacemi 2D frézování pro velice rychlé vytvoření NC programu pro obrobení i velice komplikovaných desek.
Kinematická simulace.
Ověřování dráhy nástroje lze provádět za použití reálných rozměrů stroje a limitů s kynematickou simulací. Při kinematické simulaci lze kontrolovat frézu, držáky, nástavce, upínky a další části. Jakákoliv kolize se svěrákem, nástrojem nebo jinou částí stroje na dráze nástroje je graficky znázorněna. VISI má knihovnu 3, 4 a 5 osých strojů. Inženýři VISI pomáhají s konstruováním stojů na míru.